


Ripleg
Proyectos industriales personalizados. Del diseño 3d al producto final.

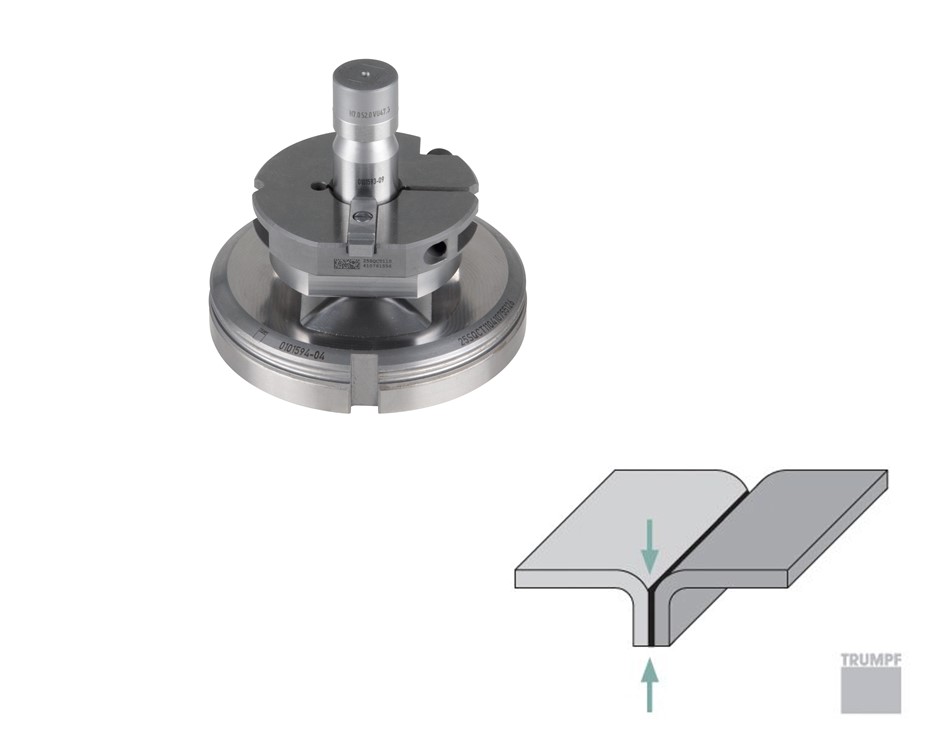
The forming of endless flanges on the sheet, even on bent edges.
Flanging can be applied in the simplest way even on the edge of a bent sheet. The tool folds the sheet locally upwards to a desired height H, it is displaced a little further and the process repeated, in a similar way to nibbling. The quality of the flanging depends on the feed speed, therefore it is recommended to note the feed speed on the production drawing to obtain a high-quality flange.
Flanging is used both to reinforce the edges of the sheet and for a welding collar (bottom image) or countersinking. It is also frequently used to produce larger extrusions.



Mechanical Engineering
Electricity
At Ripleg we have all the subcontracting services necessary to carry out our clients’ industrial projects, from technological design to the finished product.