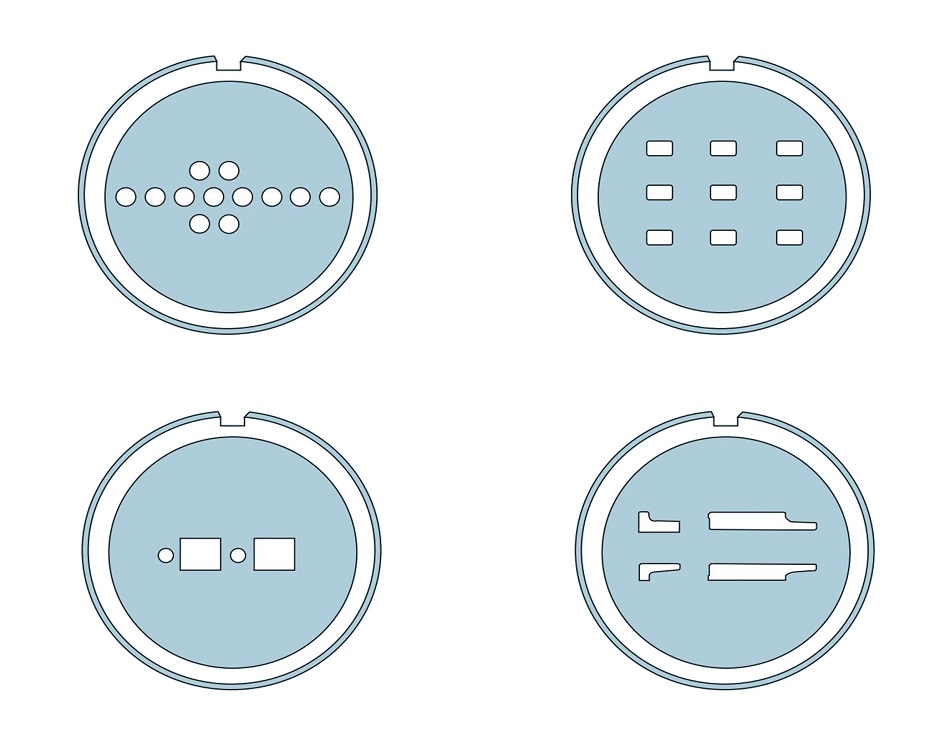
During mass production of perforated sheets with several tools in continuous operation, the machine and tool are subjected to a special force. For this, TRUMPF recommends using several tools in continuous operation only up to 2/3 of the maximum punching force and to design the geometry of the tool accordingly. These measures relieve the machine considerably and increase the useful life of the tool. Several tools can be used for short periods with no restriction.