



Multibend
La poinçonneuse permet déjà de produire automatiquement de nombreux plis.
MultiBend
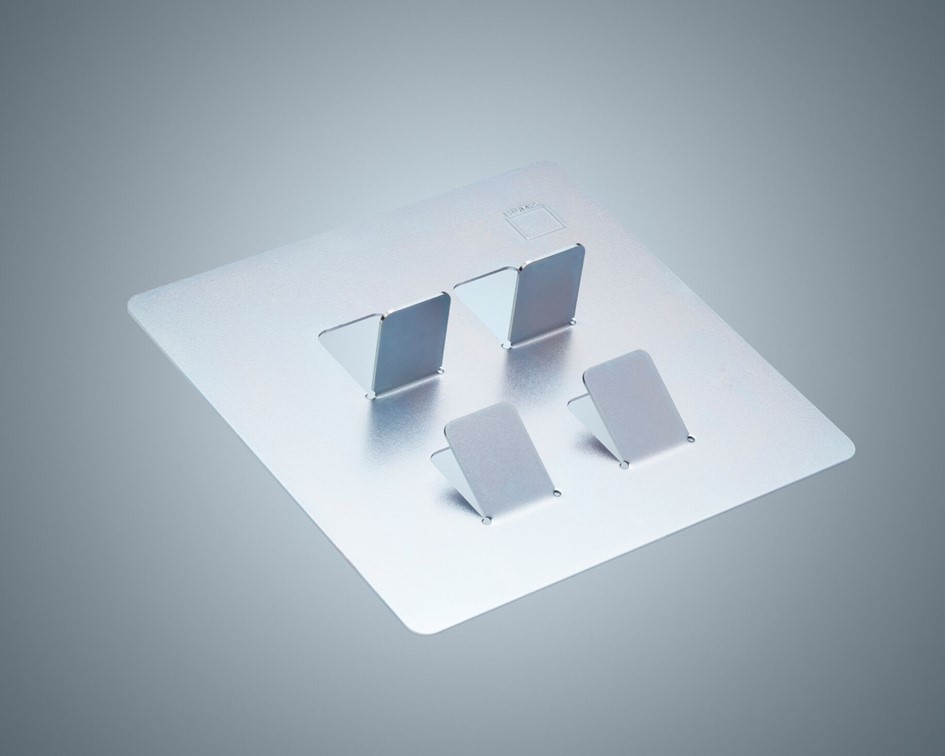
MultiBend permet de créer des courbes à partir de la poinçonneuse en un seul passage. La longueur, la hauteur et l’angle peuvent être choisis de manière flexible, garantissant ainsi un large choix d’applications possibles selon la conception.
L’insertion directe de plis grâce à la poinçonneuse permet de réduire les coûts et les délais de production. L’utilisation d’un rouleau de pliage permet d’obtenir des bords sans marques d’une qualité esthétique supérieure à celle obtenue avec une plieuse.
Le pliage à partir de la poinçonneuse est utilisé pour l’usinage complet de serrures et de verrous, ainsi que pour le pliage de bords plus petits, même sur de grandes pièces, et pour la production complète d’angles. Des extrusions DH sont également possibles sur la surface pliée à une distance suffisante par rapport au bord de pliage.
Remarques concernant l’élaboration
- Les tôles d’une épaisseur de 1 mm, 1,5 mm et 2 mm peuvent être pliées à l’aide du MultiBend.
- Le sens du formage est toujours orienté vers le haut.
- Le rayon de courbure intérieur Ri est toujours égal à l’épaisseur de la tôle S.
- L’angle α peut être choisi librement entre 0° et 90° avec une tolérance de ±1°.
La distance A1 entre deux tôles dépend de la géométrie et du positionnement de la tôle ainsi que de l’outil. Il est conseillé de consulter les exemples de pièces pour mieux comprendre.
Remarques concernant l’élaboration II
- Le façonnage des bords après le pliage de la languette exige une distance minimale A2 de 40 mm par rapport au bord à façonner, si celui-ci est perforé. Si le bord est découpé au laser, la distance A2 par rapport à l’onglet doit être d’au moins 175 mm.
- La hauteur du rabat H peut être comprise entre 10 mm et 25 mm.
- La largeur du rabat B peut normalement atteindre 55 mm. Les outils de plus grandes dimensions permettent une largeur de liaison B allant jusqu’à 90 mm.
- La largeur de la bande de poinçonnage libre F doit correspondre au moins à l’épaisseur de la tôle S.
Toutes les valeurs peuvent varier en fonction de la machine et du matériau de l’outil. Il est conseillé de placer les languettes sur le bord de la pièce afin de réduire les coûts d’outillage.


Exemples de pièces
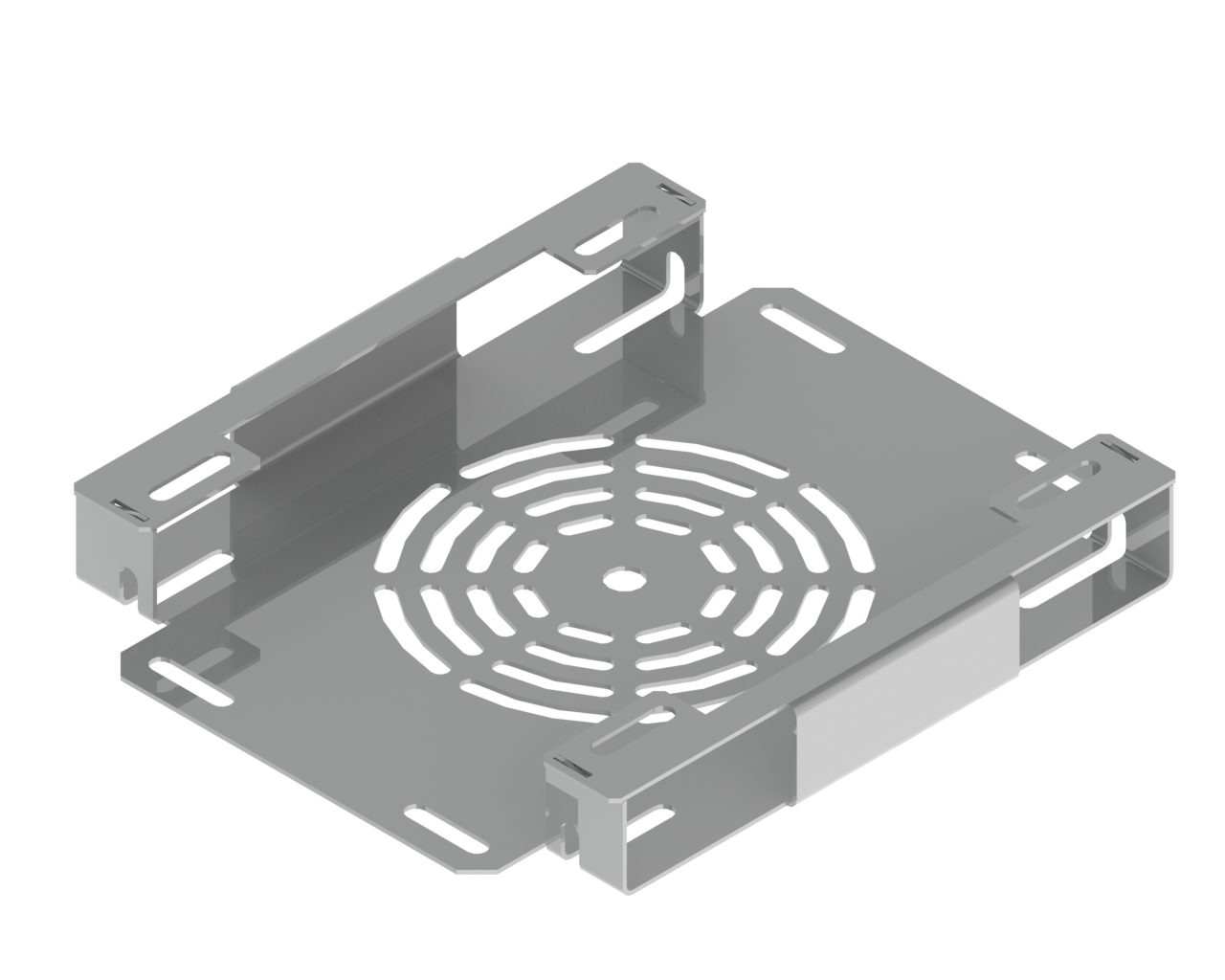
Support de ventilateur
Ingéneierie mécanique

Vous voulez en savoir plus ?
Chez Ripleg, nous disposons de tous les services de sous-traitance nécessaires pour mener à bien les projets industriels de nos clients, du design technologique au produit fini.